
压铸锌合金用于铸造各种产品,常见的问题是电镀起泡,电镀起泡的原因可能是电镀前产品处理不当,也可能是后续电镀厂的电镀工艺造成的而压铸件的表面质量会在电镀过程中造成表面起泡,那么造成锌合金压铸件电镀起泡的原因是什么呢?
锌合金为两性金属,易与酸碱反应。电镀前应进行脱脂和酸洗。
油一般为碱性室温脱脂剂,酸洗溶液一般为三种酸(HClH2SO4NHO3)的混合物
一般来说,加热后的常温脱油剂浸泡搅拌时间长,化学反应时间长。一般来说,酸洗时间短,不易出现这种起泡现象。
锌合金电镀起泡铸件如图:
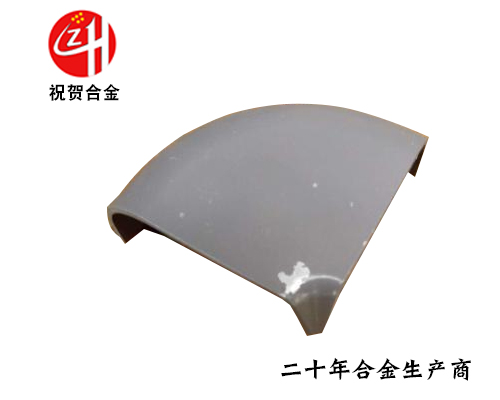
电镀前,由于保持了压铸件的表面质量,铸件表面应无气孔、裂纹、气泡、缩孔、冷线、针孔等表面问题。这些表面问题处理后,可以进行电镀,以避免铸造零件表面问题导致电镀起泡。
锌合金电镀起泡铸件如图:
电镀前,由于保持了压铸件的表面质量,铸件表面应无气孔、裂纹、气泡、缩孔、冷线、针孔等表面问题。这些表面问题处理后,可以进行电镀,以避免铸造零件表面问题导致电镀起泡。
1.孔洞引起的铸件起泡
主要是气孔和收缩机制。气孔通常是圆形的,收缩大多是不规则的。
产生气孔的原因如下
在金属液的充型和凝固过程中,由于气体的侵入,铸件表面或内部会产生孔洞。
油漆挥发的气体侵入。
合金液含气量过高,在凝固过程中析出。当型腔中的气体、涂层排出的气体和合金凝固过程中析出的气体不善于在模具内排出时,铸件中形成的气孔最终形成。
缩孔原因:
在金属液的凝固过程中,由于最终凝固位置的体积减小或缺少液态金属补缩而产生缩孔。
铸件厚度不均或局部过热导致某一部位凝固缓慢,体积收缩时表面形成凹坑。
在压铸件表面处理过程中,由于存在气孔和缩孔,水可能进入孔内。油漆、电镀后烘烤时,孔内气体受热膨胀,或孔内水分变为蒸汽体积膨胀导致铸件表面起泡
2.晶间腐蚀原因:
锌合金成分中的有害杂质:铅、镉、锡在晶粒结合处聚集,引起晶间腐蚀,金属基体因晶间腐蚀而断裂。电镀加速了这一灾难,受晶间腐蚀影响的零件将膨胀并覆盖在涂层上铸件表面起泡。特别是在潮湿环境下,晶间腐蚀会使铸件变形、开裂甚至断裂。
压铸锌合金如图:
压铸锌合金如图:
3.裂纹:水痕、冷裂纹和热裂纹
水痕和冷隔线:充型过程中,第一种金属液进入型壁过早凝固,后一种金属液不能与凝固的金属层熔合,造成铸件表面结合处出现重叠线和条状缺陷下沉。
水位线:
一般情况下,铸件表面较浅,保冷层可能渗入铸件内部。
热裂纹:
当铸件厚度不均匀时,在凝固过程中产生应力。
过早弹射,金属强度不够。
弹射时力不均匀。
模具温度过高会使晶粒粗大
存在有害杂质。
当压铸件中有水痕、冷裂纹和热裂纹时,镀液在电镀过程中会渗透到裂纹中,在烘烤过程中会转化为蒸汽,气压会将电镀层提起形成气泡。
压铸锌合金用于各种金属扣上,对表面要求较高,对铸件的要求也较高,电镀起泡往往影响到这些产品的美观,因此在电镀前,铸件质量应合格,选择合适的电镀工艺上可以避免产品表面起泡,选择专业电镀厂可以省去很多麻烦。




